光固修复工程车生产厂家电话:136 0728 6060 谭敏, 紫外线光固化管道修复技术是非开挖修复原位固化法中的一种,住房和城乡颁布的行业标准《城镇排水管道非开挖修复更新工程技术规程》(CJJ/T210-2014)中将原位固化法定义为采用牵拉方式将漫渍树脂的内衬管置入原有管道内,固化后形成所限编制成软管浸渍树脂,然后将其拉入原有管道内充气扩张紧贴原有管道,在紫外光的作用下使树脂固化形成具有定强度的内衬管的原位固化法。固化后,管道能完全不依托原有管道,可以立承受内压和外压,修复后的新管基本不会影响过水断面,正常使用年限在50年之上。

光固修复工程车生产厂家电话:136 0728 6060 谭敏

紫外光固化修复工程车_紫外光固化修复技术_管网紫外线光固化车_管道修复与紫外光固化修复
光固化修复施工案例业绩,管道非开挖 FIPP热塑成型修复+CIPP紫外光固化修复+CIPP翻转内衬修复 ,管道原位FIPP热塑成型修复,管道原位热塑固化成型法修复,管道原位FIPP热塑成型修复,排水管道热固化法修复技术,也称原始固化法(Cured-In-Place-Pipe; CIPP),是在现有的旧管道内壁上衬一层液态的热固性树脂,通过使其固化,形成与旧管道紧密配合的薄层管,而管道断面没有损失,但流动性能大大改善了。
光固修复工程车生产厂家电话:136 0728 6060 谭敏
光固化管道修复车_管道修法有哪些_光固化管道修复价格_光固化管道修复技术
管道紫外光固化修复工程方案设计应当满足如下原则:1、修复后满足原管道设计原则:修复后满足原管道设计承载负荷的结构强度要求;修复后满足原管道设计排水流量的过流本事要求;2、同一管段的点状修复超过3处的,宜采用修复;3、当管道产生部分管段脱落缺失,管道接口错位,管道开裂,管道局部腐蚀,管道渗漏等局部轻微损坏时,可以对管道实施点状修复;4、软管拖拉时应满足大容许拖拉力要求;5、内衬管壁厚度应遵照待修复管道检测的影像资料或管道的评估报告开展,同时应充分节后地下水,路面动载,管道原设计资料,建设方的具体需求等因素。
光固修复工程车生产厂家电话:136 0728 6060 谭敏

光固化修复工具车_紫外线光固化管道修复_光固化管道修复设备_光固化修复车
cipp软管内衬修复技术、管道树脂内衬修复、不锈钢双胀环局部修复、局部树脂固化、原位固化法、翻转固化法、hdpe软管内衬法修复、hdpe折叠管内衬修复、u型折叠内衬修复、喷涂法、水泥砂浆喷涂修复、cccp喷涂修复、不锈钢内衬法、碎裂管法、螺旋缠绕法等管道非开挖技术。
光固修复工程车生产厂家电话:136 0728 6060 谭敏
紫外光固化修复工程车_紫外线光固化修复工序_光固化管道修复流程_管道修复与紫外光固化修复
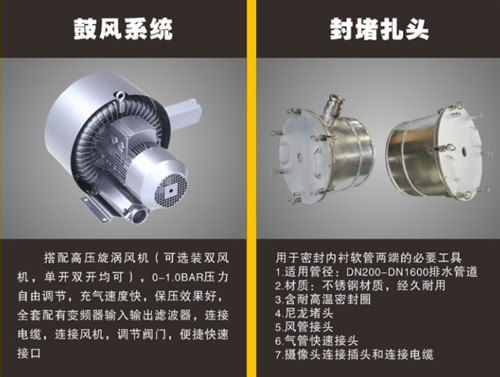
内衬软管拉入注意事项: 内衬修复材料的拉入应平稳、缓慢进行; 拉入速度不得大于5m/min; 拉入过程中不得划伤内衬修复材料; 拉入后的内衬修复材料应处于底膜上方; 内衬修复材料应超出原有管道300mm-600mm;扎头绑扎、内衬软管充气注意事项: 应做好替换绳的链接; 应注意保护内衬修复材料内膜不被扎头划伤; 两根相邻的绑扎带收紧方向相反为宜; 重复绑扎带锁紧、松开不得少于2次; 绑扎完成,卡扣应位于扎头的12点钟方向。
光固修复工程车生产厂家电话:136 0728 6060 谭敏
一次充气:1) 充气前请确保井下无作业人员;2) 充气过程应按0.02-0.03Bar/min的速度缓慢充气,当压力达到0.2-0.3bar时,持续保压20-40min,保证软管充分涨开;3) 在保压阶段应将软管中的预置绳拉出,置换为耐高温的细绳,用于拉灯架;4) 在保压阶段应完成灯架的功能测试及灯架高度的调节,并套上对应管径的内膜。

光固化修复工具车_紫外光固化修复技术_光固化管道修复流程_紫外光固化修复工艺
![]() 2023-01-16
2023-01-16
![]() 商家 投稿 浏览:570
商家 投稿 浏览:570
【导购】
光固修复工程车生产厂家电话:136 0728 6060 谭敏, 紫外线光固化管道修复技术是非开挖修复原位固化法中的一种,住房和城乡颁布的行业标准《城镇排水管道非开挖修复更新工程技术规程》(CJJ/T210-2014)中将原位固化法定义为采用牵拉方式将漫渍树脂的内衬管置入原有管道内,固化后形成所限编制成软管浸渍树脂,然后将其拉入原有管道内充气扩张紧贴原有管道,在紫外光的作用下使树脂固化形成具有定强度的内衬管的原位固化法。固化后,管道能完全不依托原有管道...
- 公司名称:程力集团销售总部13607286060
- 销售经理:谭敏
- 销售热线:13607286060(点击拨打)
- 商家店铺:进入店铺



